Główna szczotka węglowa CT53 do turbiny GE Suzlon Siemens Nordex

Opis produktu

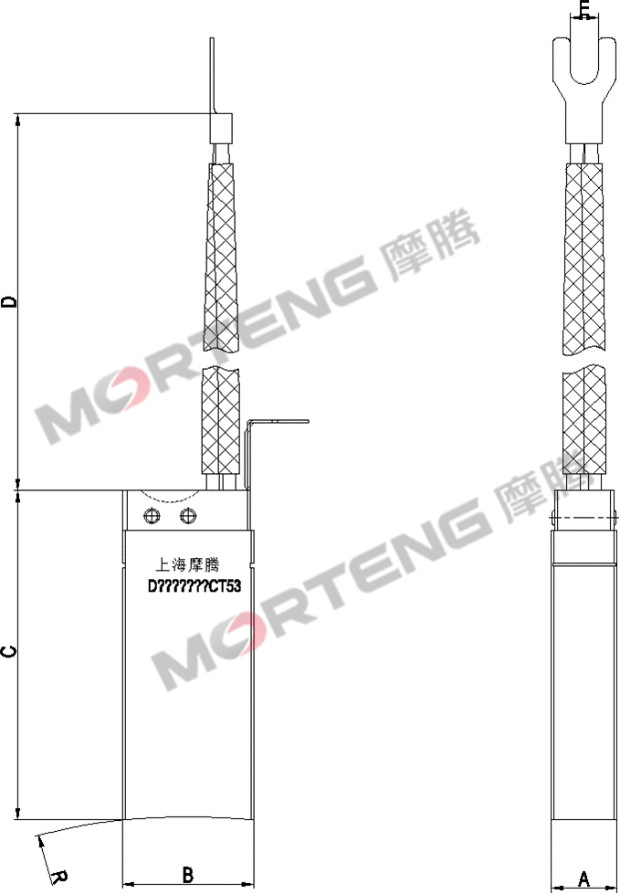


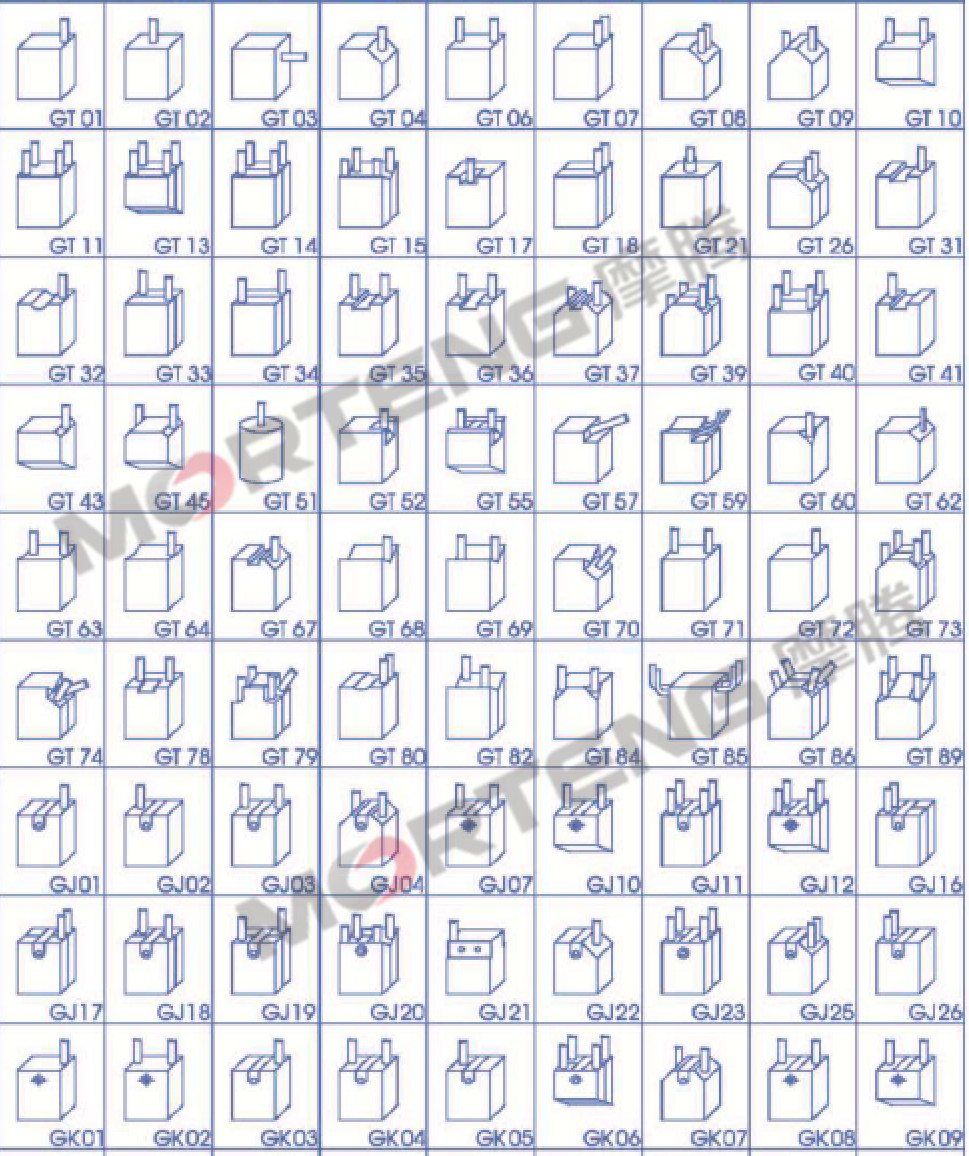
| Typ i rozmiar szczotki węglowej | |||||||
| Rysunek nr | Stopień | A | B | C | D | E | R |
| MDFD-C200400-138-01 | CT53 | 20 | 40 | 100 | 205 | 8,5 | 150 zł |
| MDFD-C200400-138-02 | CT53 | 20 | 40 | 100 | 205 | 8,5 | 160 zł |
| MDFD-C200400-141-06 | CT53 | 20 | 40 | 42 | 125 | 6,5 | 120 zł |
| MDFD-C200400-142 | CT67 | 20 | 40 | 42 | 100 | 6,5 | 120 zł |
| MDFD-C200400-142-08 | CT55 | 20 | 40 | 50 | 140 | 8,5 | 130 zł |
| MDFD-C200400-142-10 | CT55 | 20 | 40 | 42 | 120 | 8,5 | 160 zł |
Projektowanie i usługi dostosowane do indywidualnych potrzeb
Jako wiodący producent szczotek węglowych i pierścieni ślizgowych w Chinach, Morteng zgromadził profesjonalną technologię i bogate doświadczenie w zakresie usług. Jesteśmy w stanie nie tylko produkować standardowe części, zgodne z normami krajowymi i branżowymi, ale także terminowo dostarczać produkty i usługi dostosowane do wymagań branżowych i aplikacyjnych klienta, a także projektować i wytwarzać produkty, które spełniają jego oczekiwania. Morteng jest w stanie w pełni sprostać potrzebom klientów i zapewnić im idealne rozwiązanie.
Kontaktując się z nami w celu zamówienia szczotek węglowych prosimy o podanie następujących parametrów
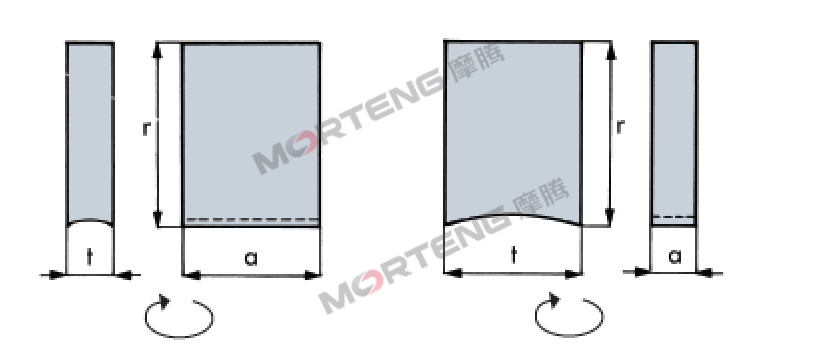
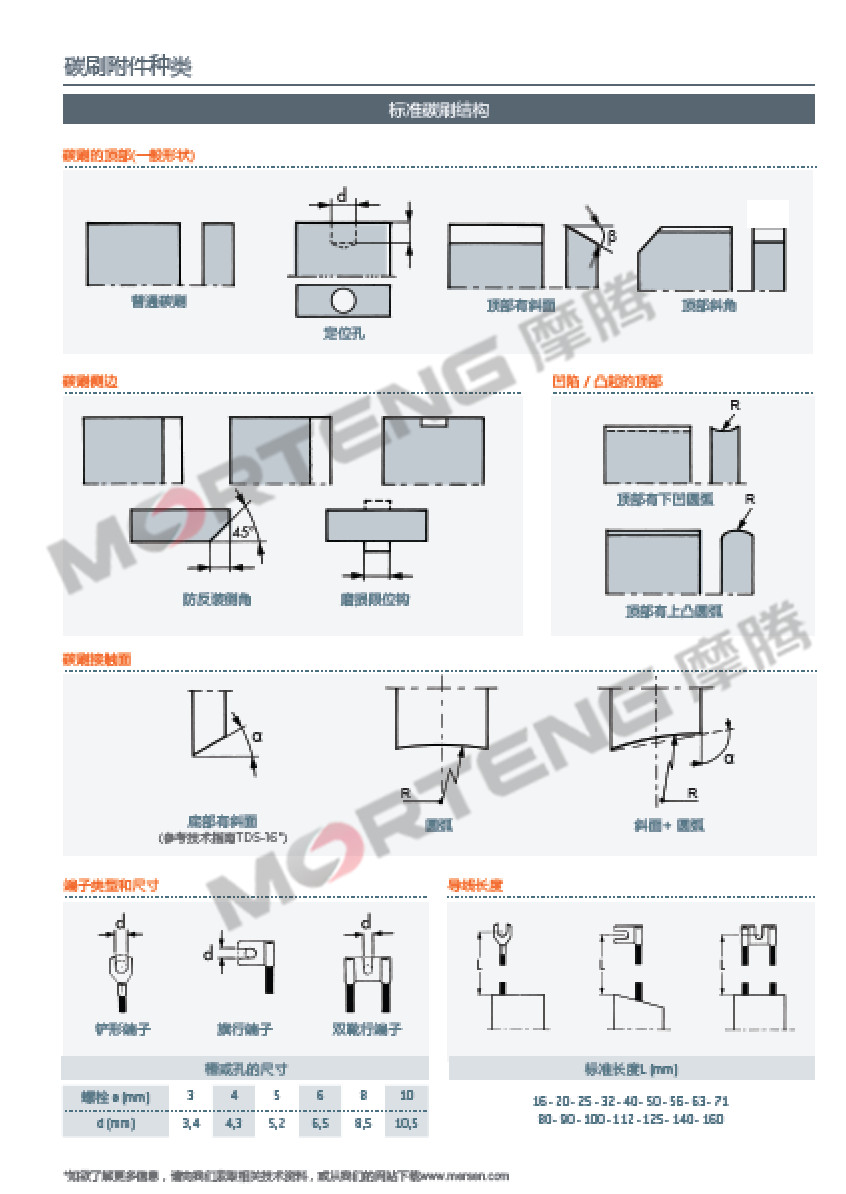
Wymiary szczotek węglowych wyrażono jako „t” x „a” x „r” (norma IEC 60136).
• „t” odnosi się do wymiaru stycznego lub „grubości” szczotki węglowej
• „a” odnosi się do wymiaru osiowego lub „szerokości” szczotki węglowej
• „r” odnosi się do wymiaru promieniowego lub „długości” szczotki węglowej
Wymiary „r” są podane wyłącznie w celach informacyjnych
Zasady określania rozmiarów szczotek węglowych mają również zastosowanie do komutatorów i pierścieni ślizgowych.
Należy zwrócić uwagę na różnicę pomiędzy szczotkami węglowymi o wymiarach metrycznych i calowych, ponieważ łatwo je pomylić (1 cal to 25,4 mm, 25,4 mm i 25 mm).
(szczotki węglowe o średnicy 1,2 mm nie są równoważne).
wymiary „t”, „a” i „r”
Częściowo ukształtowana struktura szczotki węglowej
Wprowadzenie do firmy
Morteng jest wiodącym producentem uchwytów szczotkowych, szczotek węglowych i zespołów pierścieni ślizgowych z ponad 30-letnim doświadczeniem. Opracowujemy, projektujemy i produkujemy kompleksowe rozwiązania inżynieryjne dla firm serwisowych, dystrybutorów i producentów OEM. Oferujemy naszym klientom konkurencyjne ceny, wysoką jakość i krótki czas realizacji.

Sugestie dotyczące montażu szczotek węglowych
Oto nasze rekomendacje:
1. Mieszaj statycznie szczotki węglowe wykonane z różnych materiałów w tym samym silniku, aby uniknąć poważnych awarii.
2. Wymieniając materiał szczotki węglowej należy upewnić się, że istniejąca warstwa tlenku zostanie usunięta.
3. Sprawdź, czy szczotki węglowe mogą się swobodnie przesuwać w obudowie szczotek bez nadmiernego luzu (patrz Przewodnik techniczny TDS-4*).
4. Sprawdź, czy orientacja szczotek węglowych w obudowie szczotkowej jest prawidłowa. Zwróć szczególną uwagę na szczotki węglowe ze ściętymi krawędziami u góry lub u dołu, lub segmentowe szczotki węglowe z metalowymi uszczelkami u góry.
Wstępne szlifowanie powierzchni styku szczotek węglowych
Aby precyzyjnie dopasować powierzchnię styku szczotki węglowej do łuku pierścienia ślizgowego lub komutatora, kamień szlifierski do szczotek węglowych można stosować przy niskiej prędkości lub bez obciążenia. Proszek wytwarzany przez wstępnie szlifowany kamień szlifierski pozwala szybko uformować prawidłowy łuk na powierzchni styku szczotki węglowej.
Po wstępnym szlifowaniu konieczne jest również zastosowanie kamienia szlifierskiego o średniej ziarnistości.
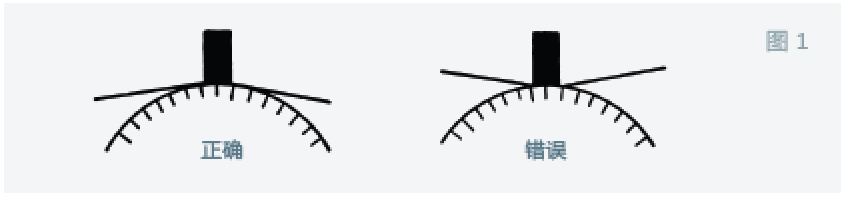
Jeśli ilość wstępnego szlifowania jest stosunkowo duża, najlepiej użyć drobnego papieru ściernego o oczkach 60–80 do szlifowania zgrubnego. Podczas szlifowania zgrubnego należy umieścić papier ścierny powierzchnią do góry między szczotką węglową a komutatorem silnika, a następnie kilkakrotnie przesunąć go w przód i w tył, jak pokazano na rysunku 1.
Po zakończeniu wstępnego szlifowania szczotek węglowych należy dokładnie oczyścić powierzchnię styku szczotki węglowej i zdmuchnąć cały piasek lub proszek węglowy.